Lecture
With a simple process, the duration of the production cycle consists of the operating cycle and the total time of inter-operational breaks:
T C = T ots + T mo .
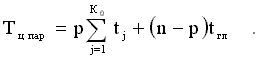
The operating cycle is expressed by the technological time for a batch of items:
where: n - the number of items in the party;
K 0 - the number of processing operations on the technical process;
t j - piece-calculation (operational) time for the j -th operation.
The total time of interoperational breaks is determined by the formula:
where t mo j is the standard of non-overlapping interoperability time.
Thus, for a batch of items the duration of the production cycle is expressed by the formula:
The duration of the production cycle to a large extent depends on the size of the interoperational breaks. In turn, the duration of inter-operational breaks is greatly influenced by the method of transferring the workpiece between operations, which determines the degree of combining related operations in time when processing batches of parts. The method of combining related operations in time is called the type of movement of objects of labor in the production process * .
There are three types of movement of a batch of parts on the operations of the process: serial , parallel and parallel-serial .
In the case of a sequential type of motion, a batch of n parts is transferred to the subsequent operation after the end of its processing at the previous operation. The graph of the sequential type of movement is presented in Fig. 8.2.
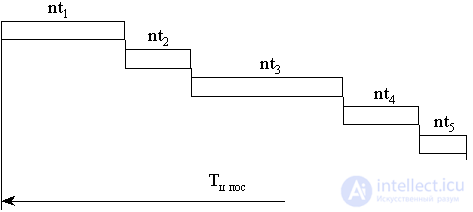
Fig. 8.2. Graph of the sequential type of movement

From the graph it is seen that for the production process consisting of K 0 operations, the duration of the production cycle is determined by the sum of the single-operation cycles:
Organizationally, this kind of movement has some advantages: there are no interoperational breaks, there are no batches of products, therefore the number of planned accounting units is small, the rate of transportation is low. However, for large batches, the resulting long cycles lead to a deterioration in the economic performance of production. It is difficult to maintain tight deadlines and the start of related operations.
Applies a consistent form of movement in a single and small-scale, limited to serial production.
In the case of parallel movement, the transfer of objects from the previous operation to the subsequent one is carried out individually or in partial transport lots p that are multiples of the whole batch n . The graph of this type of movement is presented in Fig. 8.3.
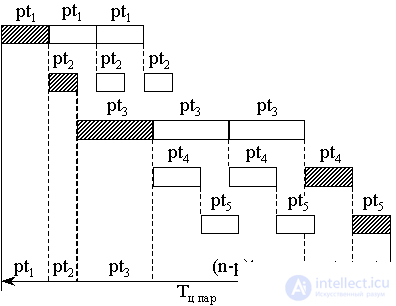
Fig. 8.3. Graph of the parallel type of movement.

On the graph stands out the most labor-intensive operation, called the "main":

The duration of the production cycle consists of three zones of processing duration: p items on the operations preceding the "main"; the entire batch of items on the "main"; p items on operations following the "main":
Separating the full complexity of processing a partial batch into an independent component, we get:
In the case of parallel movement, the shortest production cycle takes place, and the parts do not lie in waiting for processing. At the same time, in all operations, except the first and main one, there are equipment and worker downtime (micropause) due to the disproportionality of the process. The number of planned-accounting units increases in comparison with the sequential type of movement. Eliminating or reducing downtime can be achieved by complete or partial synchronization of process operations.
A parallel movement is applied in mass continuous-flow production.
In the parallel-sequential form of movement, the transfer of objects between operations is also carried out in partial batches or individually. In this case, the beginning of the processing of objects in the subsequent operation is shifted in such a way as to eliminate equipment downtime. The graph of this type of movement is presented in Fig. 8.4.
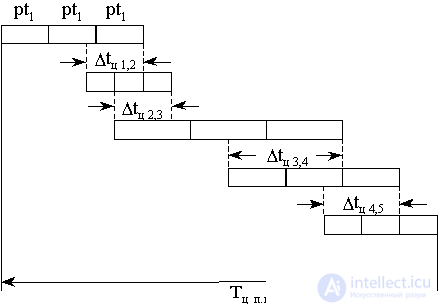
Fig. 8.4. Graph of parallel-sequential type of movement
Offsets of the beginning of subsequent operations depend on the ratio of the operating time of adjacent operations. The magnitude of this offset can be determined by the following rule:
 t u j, j + 1 = (n - p) t j .
t u j, j + 1 = (n - p) t j .
if t j < t j + 1 , then the beginning of the ( j + 1) -th operation is shifted to the right relative to the beginning of the j -th operation by a partial cycle of the j -th operation pt j . In this case, the magnitude of the parallel alignment of adjacent operations (i.e., a reduction in the duration of the production cycle) will be equal to
if t j  t j + 1 , then the end of the ( j + 1) -th operation is shifted to the right relative to the end of the j- th operation by a partial cycle of the ( j + 1) -th operation pt j + 1 . The magnitude of the combination or reduction of the duration of the cycle will be:
t j + 1 , then the end of the ( j + 1) -th operation is shifted to the right relative to the end of the j- th operation by a partial cycle of the ( j + 1) -th operation pt j + 1 . The magnitude of the combination or reduction of the duration of the cycle will be:
t ц j, j + 1 = (n - p) t j + 1 .
In both cases, in the formulas for t C values t j and t j + 1 are the labor-intensiveness of the short of a pair of related operations. Denoting them by t cor , we obtain the general formula for reducing the cycle time for each pair of operations:
t ц j, j + 1 = (n - p) t core j, j + 1
Then the duration of the cycle with a parallel-sequential type of movement is determined by the formula:

The advantage of this type of movement is that the duration of the cycle is significantly reduced compared with the sequential type with continuous employment of jobs. However, at the same time, the parts lie in wait for processing, the number of planning and accounting units increases, the rate of operation of vehicles increases.
This type of movement is used in mass discontinuous and large-scale production, as well as partly in lower types of production to reduce the duration of the production cycle.
In the latter case, the parallel-sequential type of movement extends only to such a number of pairs of adjacent operations that will provide the required amount of reduction in the duration of the production cycle.
An example . Determine the required total value of the reduction and bring the cycle time to a given value in a single production with the following data:
t 1 = 1.6 h; n = 45 pcs.
t 2 = 0.9 h; p = 15 pcs.
t 3 = 0.7 h; T ass = 200 h
t 4 = 2.0 h;
Decision.
1. Determination of the cycle duration of the sequential type of movement inherent in this type of production
T c. pic = 45 · (1.6 + 0.9 + 0.7 + 2.0) = 234 h.
2. Determination of the required magnitude of the reduction cycle duration
T C = 234 - 200 = 34 hours
3. Determination of the magnitude of the reduction in the duration of the cycle for each pair of related operations and the total reduction
t c 1.2 = (45 - 15) · 0.9 = 27 h;
t C 2,3 = (45 - 15) · 0.7 = 21 h;
 t C = 27 + 21 = 48 h.> 34 h.
t C = 27 + 21 = 48 h.> 34 h.
The total reduction exceeds the required for the first two pairs of operations. Next, the process is organized by the sequential type of movement.
The ratio of the cycle duration for various types of movement is as follows:
T c pos > T c p.p. > T f pairs.
The reduction in the duration of the cycle is characterized by the coefficient of parallelism :

The smaller the K pairs , the higher the parallelism of the process and the shorter the duration of the production cycle.
The complex process - the process of manufacturing a product or assembly unit - includes simple processes for the manufacture of blanks and parts, the assembly processes of individual assembly units (node assembly), units (aggregate assembly), the device as a whole (general assembly), as well as finishing and adjustment operations , settings, tests.
For the manufacture of these parts of the product, corresponding sets of parallel manufacturing partial production processes are formed with their cycles, which together form the cycles of the production stages (procurement, machining, assembly, etc.).
The total duration of the complex of these time-coordinated partial processes is the production cycle of a complex process. The purpose of coordinating the processes that make up a complex process is to ensure the completeness and uninterrupted operation of the production process when the equipment and workers are fully loaded.
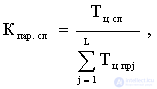
As a result of coordination, a certain combination of a number of simple processes in a complex process is achieved, characterized by a parallelism coefficient :
where T C SL - the duration of the production cycle of a complex process; T p pj - the duration of the production cycle of the j -th partial process, which is included in the complex; L is the number of partial processes.
In fig. 8.5. An example of plotting the production cycle of a complex process in the manufacture of an instrument is shown.
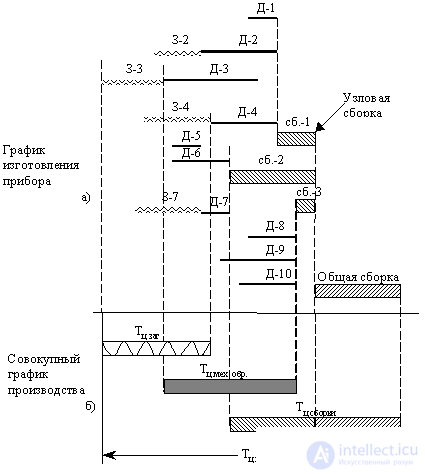
Fig. 8.5. Schedule of the production cycle of a complex process.
The construction of such a schedule with a large number of partial processes is a complex task. The complexity of solving this problem increases many times when planning the production of several products in the same period. At the same time, it is necessary to decide: in what order, in what workshops and areas, in what workplaces, in what time the parts of the product should be launched, processed and assembled. These tasks are designed to solve the system of operational production planning, the problems and methods of construction of which will be discussed further.

Comments
To leave a comment
Management
Terms: Management