Lecture
The profession of cobbler remains in demand around the world thanks to the steady need for repairing shoes and leather goods. Although incomes vary greatly from country to country, the work requires high precision, physical endurance and psychological resilience.
A cobbler is a craftsman who repairs and restores footwear, and sometimes also makes leather goods.
The work combines technical skills (sewing, gluing, leather processing) and a creative approach to design.

Good eyesight and manual dexterity.
Endurance for long periods of working while sitting or standing.
No serious musculoskeletal disorders, since the profession involves strain on the back and joints.
Attention to detail and precision.
Patience and perseverance during monotonous operations.
Sociability for working with clients.
No formal higher education is required.
The main paths are: apprenticeship under a master, courses at craft schools, or on-the-job training.
In some countries, programs in shoe design and leatherwork are available.
| Country | Average annual income |
|---|---|
| USA | $30,901 (up to $41,408) |
| China | ~$9,000–12,000 |
| Russia | ~$6,000–8,000 |
| Ukraine | ~$4,000–5,000 |
| India | ~$3,000–4,000 |
| South Africa | ~$7,000–9,000 |
| Egypt | ~$4,500–6,000 |
| Israel | ~$15,000–18,000 |
Note: the data is averaged and depends on the region, experience and type of work (workshop, factory, private practice).
Musculoskeletal disorders (pain in the back, neck, knees).
Hand injuries from sharp tools.
Allergies and respiratory irritation caused by glues and chemicals.
Headaches and vision problems from long work in uncomfortable conditions.
Leatherworker.
Shoemaker/saddler.
Shoe designer.
Bag and accessory repairer.
Small-goods locksmith (locksmith, minor repairs).
The cobbler profession has a millennia-long history: from the craftsmen of the Middle Ages to modern shoe-repair masters. Today it stands on the threshold of transformation — AI and robotics are changing production, but hand repair and an individual approach remain in demand.
Antiquity and the Middle Ages: footwear was made by hand, and cobblers (often called cordwainers) created individual pairs for their customers.
14th–18th centuries: cobblers were respected craftsmen who worked in workshops with students and apprentices. The cost of a pair of shoes was roughly equal to a worker's daily wage.
19th century: industrialization changed the profession — mass production displaced individual craftsmanship, and cobblers focused on repair.
20th–21st centuries: the profession survived as a niche one, associated with the repair, restoration and customization of footwear
Throughout history there have been poets, politicians and thinkers who came from the ranks of cobblers. In colonial America, cobblers and cordwainers were considered educated people, and many of them became writers and statesmen.
In literature, the cobbler often symbolized diligence and simple wisdom (for example, in the poems of Alexander Pope).
In the cultures of various countries, cobblers were mentioned as keepers of the craft tradition and of resilience.
Automation and AI: modern technologies make it possible to create footwear using 3D printing and robotic systems. There are already «Robo Cobbler» projects, where shoes are printed and customized automatically.
Risks of disappearance: mass production and automation reduce the need for manual labor.
Prospects for survival:
Repair and restoration of expensive branded footwear.
Individual design and customization (impossible to fully automate).
Eco-trends: repair instead of buying new.
Experts note that the profession will not disappear entirely but will be transformed: cobblers will combine the craft with the use of technology and work in the niches of «sustainable consumption
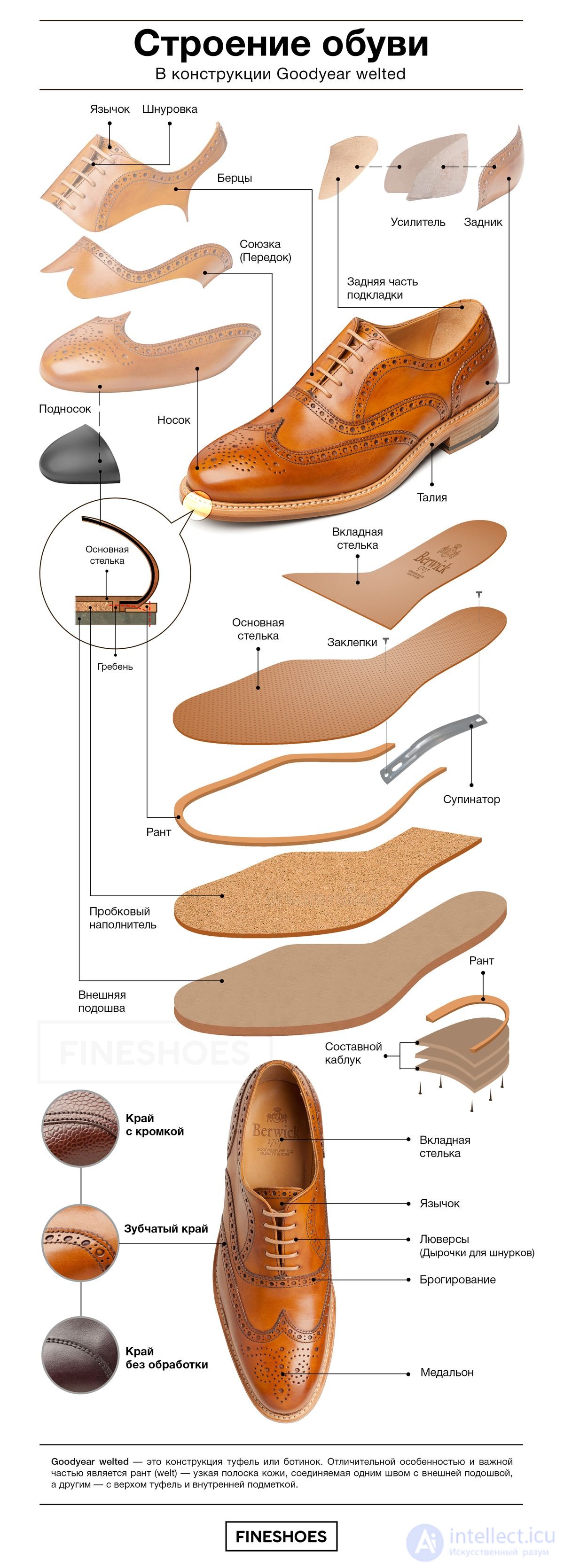
Mechanical attachment methods. The bottom of the shoe is attached using various sole fasteners (thread, nails, screws, etc.). Such methods include: nailed, screwed, welted, doppel (Blake-rapid), sandal, turned (veldtschoen), and others;
Adhesive attachment methods. These are based on the use of various adhesive compounds (rubber, polyurethane, epoxy, etc.) that provide a strong bond between the upper and the bottom of the shoe. Advantages: elasticity, water resistance, lightness of construction, the possibility of mass production. Disadvantages: limited repairability, sensitivity to temperature fluctuations. Adhesive methods include:
Direct bonding (the sole is fixed directly to the upper blank);
Hot-melt attachment (thermosetting adhesives activated by heat are used);
Combined adhesive-mechanical attachment (glue is used together with threads or nails to reinforce strength).
Injection molding attachment methods. The sole is formed directly on the upper blank by pouring or injecting polymer materials (PVC, polyurethane, thermoplastic elastomers) into a mold. This method provides high tightness, strength and durability. It is used in the mass production of sports, work and everyday footwear.
Combined methods. These combine mechanical, adhesive and injection-molding methods. For example, the welt-adhesive or adhesive-injection method, in which the sole is additionally fixed with glue or stitching to improve reliability.
This is the oldest, cheapest and most reliable method.
The sole is attached to the insole through the underlay and the lasting edge of the shoe upper blank using steel or brass nails of various sizes. The nails, after passing through the lasting edge and the insole, strike their points against the concave surface of the horn tip of the machine and bend so that the tip of the nail's point goes back into the insole, forming a staple that prevents the nail from coming out of the insole. This provides a strong bond between the sole and the blank. In some shoe models the number of nails can reach 100–150. This method is used mainly in the manufacture of yuft (leather) footwear or in a yuft+kirza combination, with a reinforced granitol (50 J) or metal (100 J) toe cap.
Nowadays, internal and external nailed sole-attachment methods are used. The choice of attachment type depends on the type of material from which the soles and heels are made, their thickness and height, and the shoe's construction. Footwear made with this attachment method is preferred at industrial enterprises in various branches of industry and agriculture.


During the two world wars, the soles of army footwear were attached with texes, that is, with such wooden pegs.
The secret of the wooden pegs is that when the leather gets wet it stretches, so to speak, and the metal nails can pop out, but the wooden texes swell, and therefore the strength of the attachment stays the same or possibly better.
The sole is attached to the upper blank with an adhesive seam. The most common adhesives used for this purpose are: perchlorovinyl, nairit (made from synthetic rubber), nitrocellulose and gutta-percha.
The adhesive method also includes the hot-vulcanization method. With this method only a rubber sole made of raw rubber compound is attached; it is placed on the tread of the shoe lasted onto a metal last and then vulcanized in special molds. During the vulcanization of the sole, it is also glued to the lasted edge with nairit adhesive.
With the adhesive method, the sole and insole have no through punctures, which is a positive side of this attachment method. The negative side of the adhesive method is that adhesive footwear is harder to repair, since the lasting edge of the blank and the insole in a number of cases lose strength under the action of sweat.
Attaching the sole to the leather product by the direct-injection method. A material or substance in a viscous-flowing or liquid low-viscosity state fills the mold and then, as its viscosity increases, is shaped, taking on the geometric form of the mold's internal space. By injection-molding methods, the footwear industry produces various shoe components from materials based on synthetic polymers — soles, contoured insoles and insole assemblies, protective and frame parts for special footwear (sports, work), heels, top-pieces, shanks and others, as well as fully molded footwear.
This method is today the most reliable, the most widespread and the most progressive attachment method. But even now many people who use such footwear find downsides to the injection method. For example, if the heel part of the sole has worn out, the entire pair of shoes has to be replaced, whereas on nailed boots or shoes or on stitched-down ones the heel can be changed without much effort.
The sole is attached to the insole on a stitching machine with a through single-thread seam that passes through the sole, the lasting edge and the insole. Up to the heel part, the sole is attached to the shoe's insole with threads. The heel part is attached with threads, nails or screws.
The stitched method has a major flaw — if even a single stitch fails, the thread seam quickly starts to unravel and the sole comes off. Repairing footwear with a detached sole involves re-puncturing the sole and insole, which leads to chipping of their edges along the line of the thread seam. A disadvantage of this method is also that the thread seam, passing through the insole, lies on its surface, which creates discomfort for the foot.
At one time the stitched method was recommended only for attaching soles in light and sports footwear.
The lasting edge of the upper blank is folded outward, clamped between the welt and the sole, and all of it is sewn together. The method is characterized by the absence of an insole. Footwear made with the sandal attachment method has a soft and flexible construction, good hygienic properties, and low material consumption.
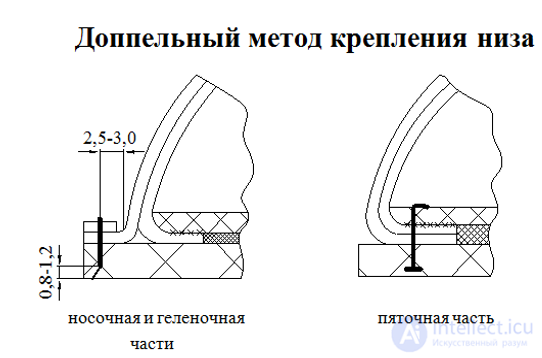
With the sandal method, the sole is attached all around by a doppel seam to the lasting edge, folded at a 90° angle to the outside, that is, to the edge of the sole. The method is characterized by the absence of an insole. To strengthen the seam and improve the appearance of the footwear, a decorative welt is placed on the edge of the blank at the same time as the sole is stitched on. The sandal method is not used for footwear with a textile lining, since the lining that comes out to the edge would fray and thereby give the shoe an untidy appearance. Therefore, for blanks with a lining, the semi-sandal (doppel) attachment method is used.
The distinguishing features of footwear made with the semi-sandal bottom-attachment method are, on the one hand, the presence of an applied welt, and on the other, that the lasting edge of the blank comes out to the edge of the sole.
Footwear made with the sandal attachment method has a soft and flexible construction, good hygienic properties, and low material consumption.

The welt together with the lasting edge of the blank is first sewn to the rib of the insole, and then the sole is sewn to the welt with a two-thread seam. The seam, passing through the welt, the lasting edge of the blank and the rib of the insole, is elastic and protected from wear by the sole and the insole. This is the most labor-intensive, the most durable and the most comfortable-to-wear method of attaching the sole to the boot. The method has high performance properties, strength, elasticity, flexibility, hygroscopicity, and good heat-insulating properties. Combining all these points, it is the most expensive and, accordingly, the most "prestigious" type of footwear.
The sole is attached to the upper blank with threads. The welt is attached through the lasting edge of the upper blank to the rib of the insole with threads, and then the sole is stitched to it. The stitches of the welt seam lie parallel to the surface of the sole, and the threads are located between the sole and the insole, so the hydrothermal effect on the threads is small
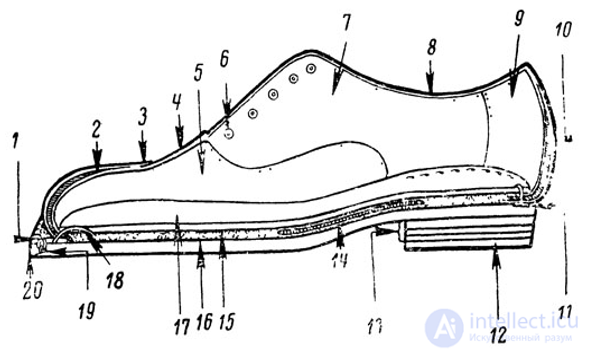
1 — welt; 2 — toe puff; 3 — toe; 4 — vamp; 5 — vamp lining; 6 — eyelets; 7 — quarter lining; 8 — quarter; 9 — counter lining; 10 — counter; 11 — lasting texes for attaching the upper parts, lining and counter to the insole; 12 — top-piece; 13 — heel lifts; 14 — foot-arch bracket; 15 — cork filler; 16 — sole; 17 — insole; 18 — seam joining the upper parts, lining and insole; 19 — two-thread lockstitch seam attaching the sole to the welt.
The disadvantage of this method is its labor intensiveness and the high consumption of high-quality sole and insole materials.
There is also the welt-stitched method. It differs from the welted method by the absence of a rib on the insole. This method is used rarely.
Used in the manufacture of heavy-type footwear. Using a machine, screws pass through the double sole and attach it to the shoe upper. The upper may be lined or unlined. The seams on such footwear are often reinforced with nails, especially in places of increased stress. Footwear made with the screwed attachment method usually has a heavy upper. To give it stability, an additional strong sole is required. For this, an underlay is fixed between the insole and the sole. The sole and the underlay are glued to each other. The sole is attached to the shoe upper on a machine. The machine measures and cuts from a spiral wire the screws of the required size and then drives them through the three-layer sole and fastens them to the upper parts. The ends of the screws are flattened against the metal bottom of the last.
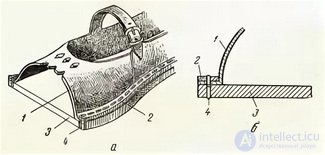
1 — reinforcing rivets; 2 — shoe eyelet; 3 — edging of the upper or back part; 4 — insole; 5 — filler; 6 — inner half-sole; 7 — screw nail
Up to the heel part, the sole is attached by the sandal method. On these sections of the blank, the lining is folded onto the insole and bonded to it with glue. The heel part of the upper blank, together with the lining, is attached to the insole with nails, screws or another rigid fastener.
In one variety of this method, a sole made of soft leather is stitched to the blank, after which the blank is turned inside out so that the seam remains inside the shoe.
Another option — a felt sole or one made of soft leathers is placed with its face side against the tread of the last and temporarily fixed to it. It is turned onto the wrong side, the last is put on, and it is stitched to the sole around the entire perimeter with kapron (nylon) threads. Then it is turned onto the face side. An insole covered with fabric is inserted into the shoe.

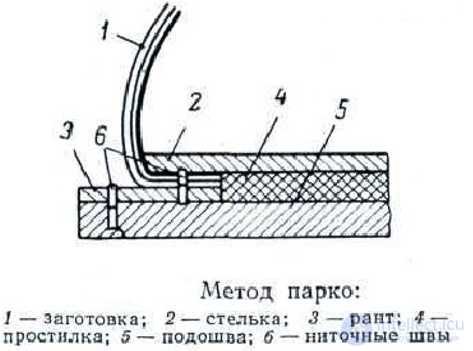
The sole is attached to the welt, which has been pre-stitched directly to the lasting edge of the upper blank around the entire perimeter in footwear without a main insole, or up to the heel part in footwear with a main insole. With this attachment method, the welt is sewn to the un-lasted edge of the blank, and then the blank with the sewn welt is lasted onto the last. Parco footwear is made both without insoles and with insoles.
A cobbler is a profession at the intersection of craft and service. It requires physical endurance, attentiveness and the ability to work with people. Despite the modest incomes in developing countries, in developed economies cobblers can earn a stable living thanks to the trend toward sustainable consumption and repairing instead of buying new.
The cobbler profession has traveled a path from a respected craft to a niche service. In the future it will not disappear, but will become more specialized: masters will be in demand in the field of repair, customization and sustainable fashion, while mass production will pass to robots and AI.

Comments